
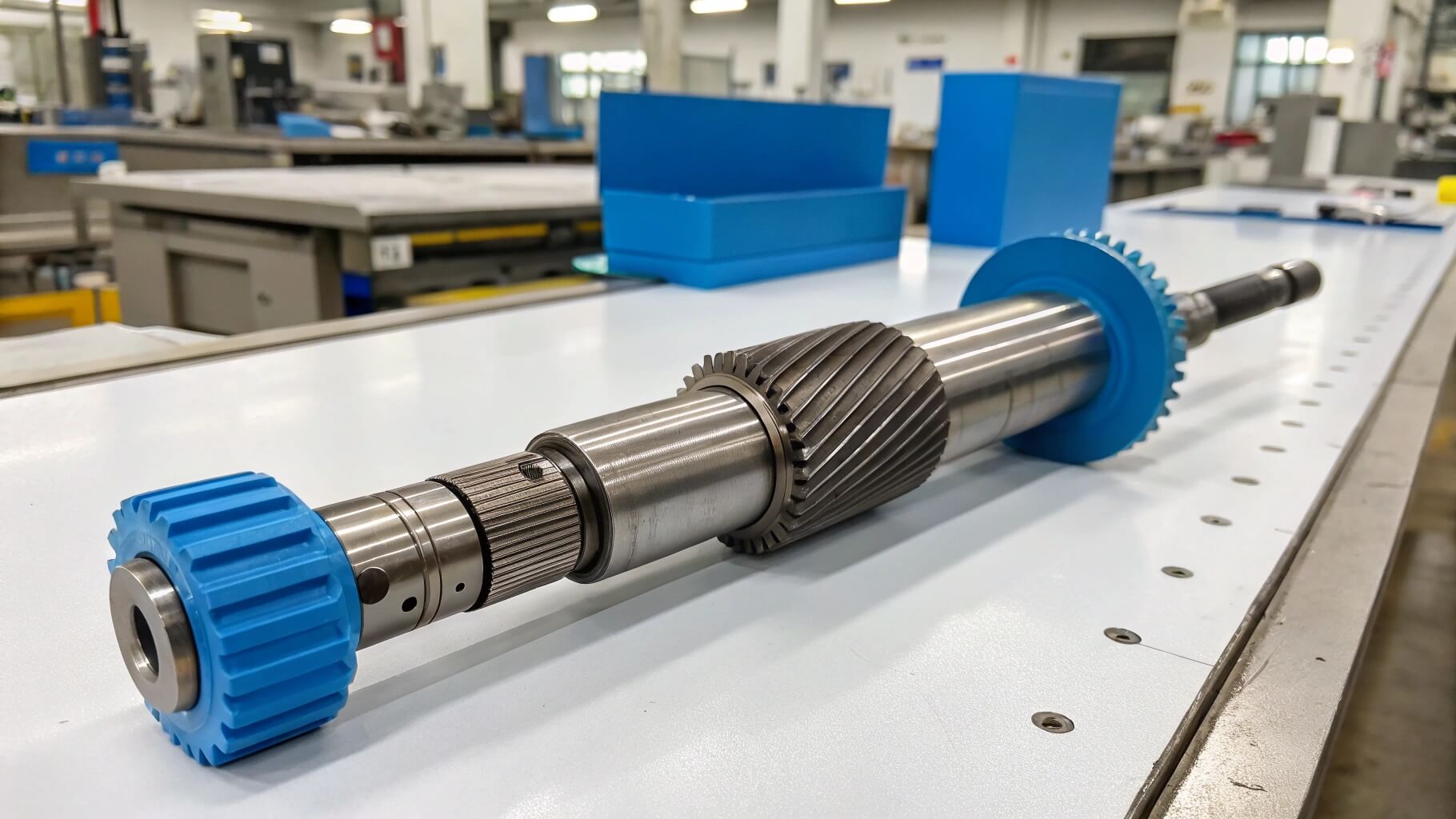
What is a Gear Shaft?
A gear shaft integrates gear teeth and shaft geometry into a single component, eliminating separate assembly steps and ensuring precise tooth-to-bearing alignment. Yantong Tech machines gear shafts through combined CNC turning, gear cutting, and heat treatment, maintaining controlled concentricity, tooth accuracy, and surface finish to support smooth operation, reduced vibration, and extended bearing life in automotive transmissions, industrial gearboxes, and power transmission systems.
- Integrated design eliminates assembly errors and ensures permanent tooth-to-shaft alignment for consistent load transfer
- CNC turning achieves bearing journal tolerance IT6–IT7 with controlled surface roughness (Ra 0.4–0.8 μm) for extended bearing life
- Gear cutting and finish grinding deliver DIN 6–9 tooth accuracy with verified runout relative to bearing centerline
- Heat treatment (carburizing, induction hardening, or through-hardening) provides surface hardness HRC 58–62 and documented case depth control
Core Characteristics and Engineering Advantages
Manufacturing precision enabling reliable torque transmission, reduced assembly complexity, and predictable service life
Controlled Concentricity
Gear teeth, bearing journals, and spline features machined in single setup or with verified datum transfer, maintaining total runout within 0.02–0.05 mm to minimize vibration and bearing load imbalance.
Multi-Feature Integration
Combined machining of gear teeth (spur, helical, or bevel), bearing seats, keyways, splines, and threaded ends in one component reduces part count, simplifies assembly, and ensures geometric consistency across production batches.
Selective Heat Treatment
Induction hardening or carburizing applied to gear teeth and bearing journals while maintaining core toughness, achieving HRC 58–62 surface hardness with minimal distortion and verified case depth per drawing specification.
Technical Specifications and Manufacturing Capability
Comprehensive parameter range for design integration and supplier evaluation
| Item | Specification Range | Remarks |
|---|---|---|
| Shaft Length | 50 mm – 1200 mm | Longer shafts subject to machining capacity review |
| Shaft Diameter | Ø10 mm – Ø300 mm | Bearing journal tolerance IT6–IT7 achievable |
| Gear Module | m0.5 – m8 | Spur, helical, or bevel gear teeth |
| Tooth Accuracy | DIN 6 – DIN 9 | Ground gears achieve DIN 6–7, shaped/hobbed gears DIN 7–9 |
| Concentricity (Total Runout) | 0.02 – 0.05 mm | Measured between gear pitch circle and bearing journal centerline |
| Materials | 20CrMnTi / 42CrMo / SCM415 / 40Cr / C45 | Material composition per customer specification |
| Heat Treatment | Carburizing / Induction Hardening / Through-Hardening | Selective hardening available for gear teeth and journals |
| Surface Hardness | HRC 58–62 (Carburized/Induction Hardened) HRC 28–35 (Through-Hardened) |
Core hardness and case depth validated per drawing |
| Surface Roughness | Ra 0.4 – 1.6 μm (Bearing Journals) Ra 0.8 – 3.2 μm (Gear Teeth) |
Achieved after grinding or finish turning |
| Inspection | CMM / Gear Measuring Center / Profile Projector / Roundness Tester | Full dimensional and tooth profile reports provided |
Custom Manufacturing Capability for Gear Shafts
Four core competencies supporting OEM transmissions, reducer assemblies, and precision power transmission systems

Design & Engineering Support
Gear geometry calculation, bearing seat tolerance analysis, spline dimension verification, and reverse engineering from samples or worn parts for OEM replacement with manufacturability recommendations.
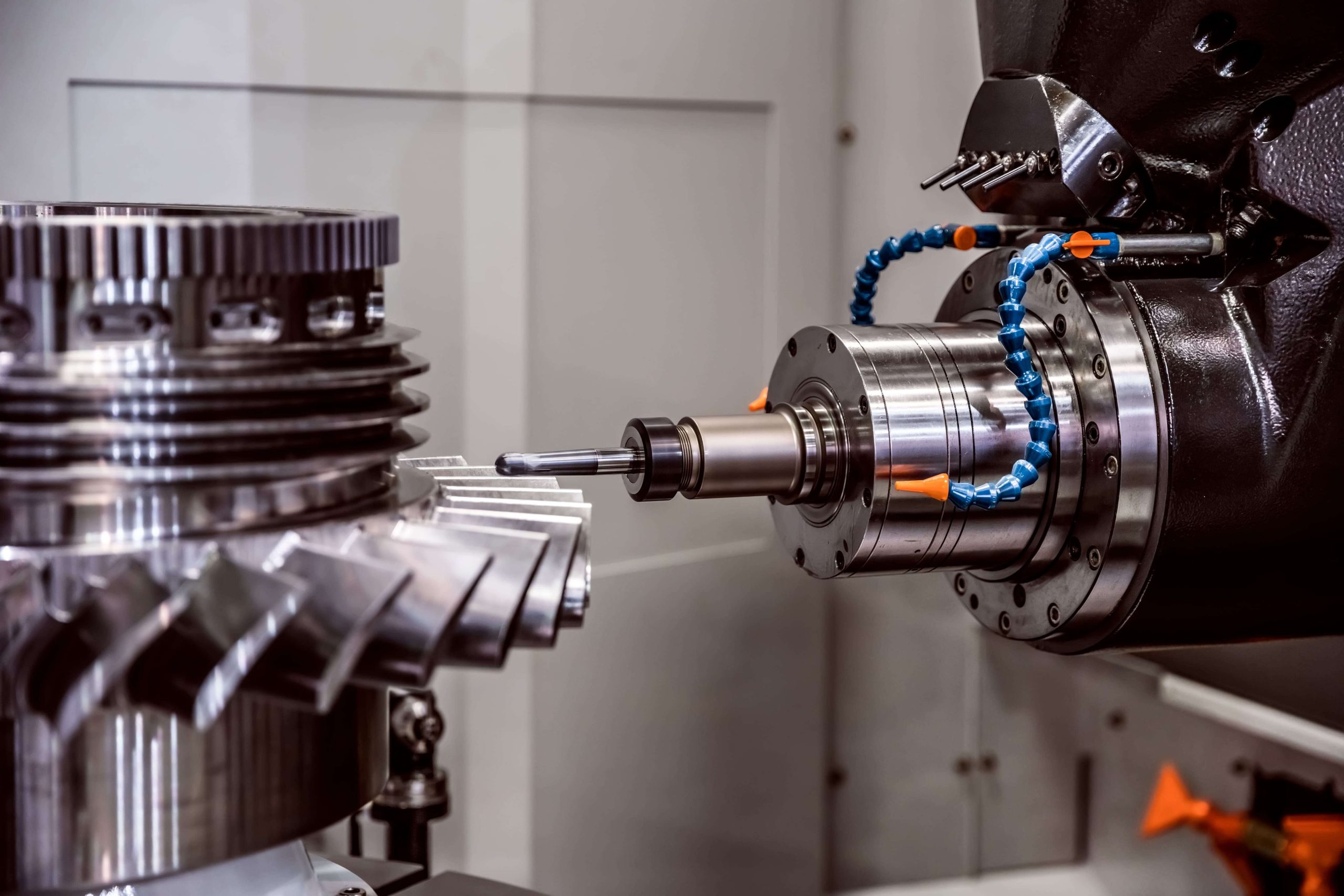
Integrated Machining
CNC turning for bearing journals, gear cutting (hobbing or shaping) for teeth, and finish grinding for precision features — all operations coordinated to maintain datum consistency and minimize cumulative tolerance stack-up.

Selective Heat Treatment
Induction hardening for gear teeth and bearing journals with masking or through-hardening per material and application requirements; heat treatment cycle data, hardness distribution, and distortion control documented by batch.
Full Dimensional Verification
CMM inspection of bearing journal diameter, roundness, and concentricity; gear measurement center records tooth profile, lead, and pitch data; all results archived by batch with material traceability and heat treatment reports.
Manufacturing Process: From Bar Stock to Verified Gear Shaft
Six integrated stages ensuring dimensional accuracy, concentricity control, and complete traceability

Raw Material Verification
Incoming steel bar stock (20CrMnTi, 42CrMo, or customer-specified grade) validated with mill certificates; chemical composition and initial hardness verified before release to machining. Material lot numbers recorded for batch traceability.
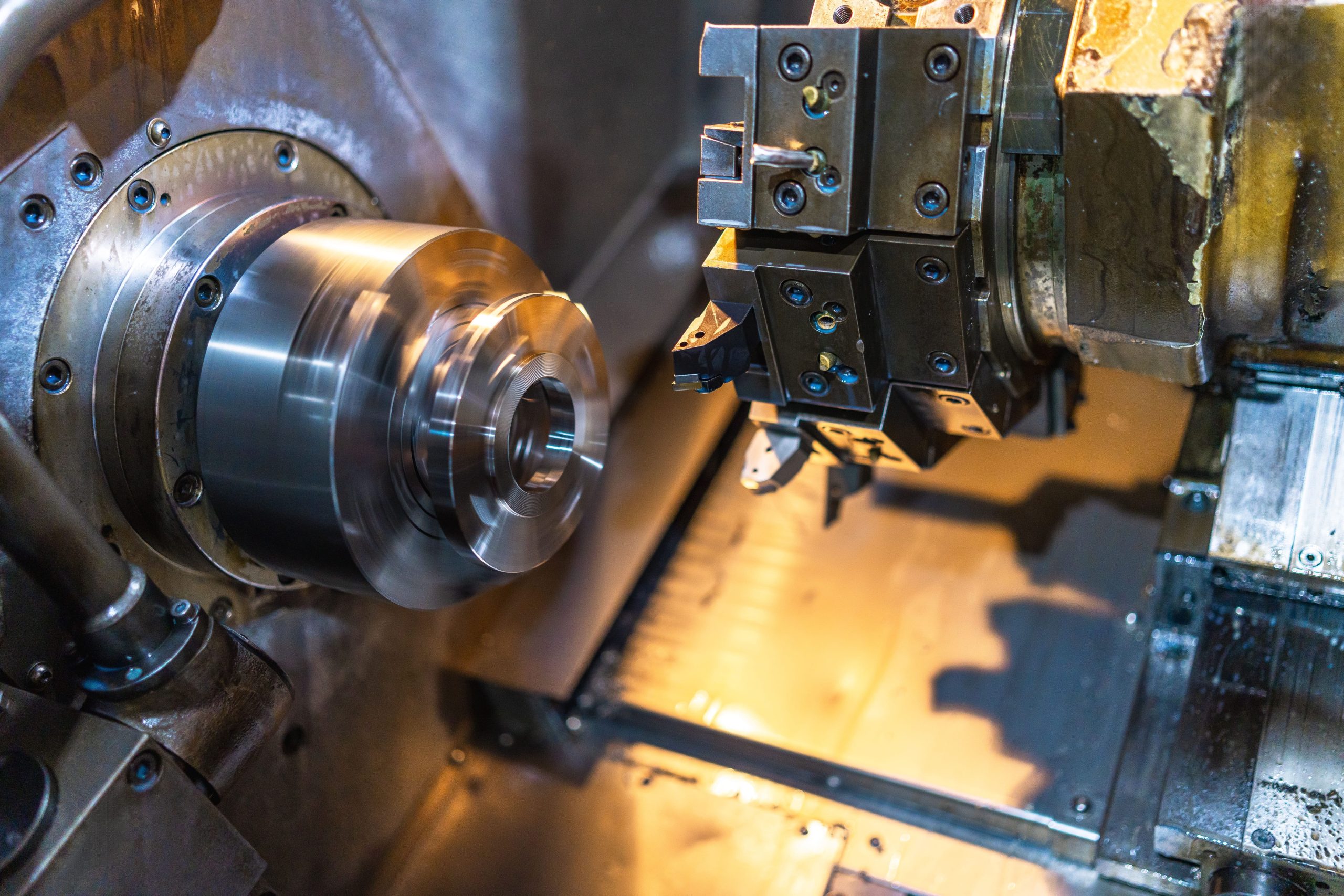
CNC Turning & Rough Machining
CNC lathe machines shaft diameter, bearing journals, and gear blank to near-final dimensions. First-piece inspection confirms dimensional accuracy before batch production. Centers and datum surfaces established for subsequent gear cutting operations.

Gear Cutting (Hobbing or Shaping)
CNC gear hobbing or shaping machines teeth to involute profile per module, pressure angle, and helix angle specification. In-process checks monitor tooth thickness, profile form, and runout relative to bearing journal centerline.
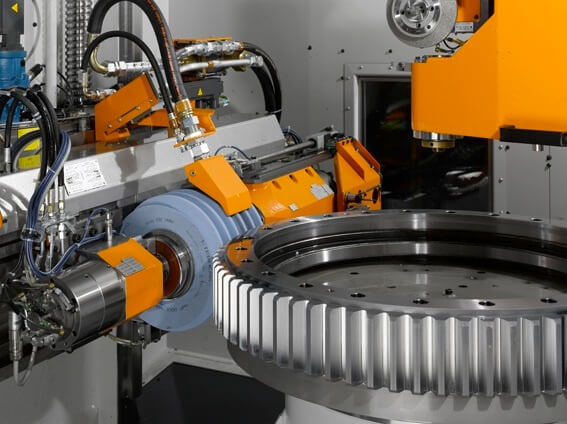
Heat Treatment & Hardening
Parts undergo carburizing (gas or vacuum) for HRC 58–62 surface hardness with controlled case depth, or induction hardening for selective tooth and journal hardening. Heat treatment cycles documented; hardness and case depth verified on test coupons and production samples.

Finish Grinding & Surface Finishing
CNC centerless or cylindrical grinding corrects heat treatment distortion on bearing journals, achieving IT6–IT7 tolerance and Ra 0.4–0.8 μm surface finish. Gear teeth finish-ground (for high-precision grades) or deburred to prevent assembly damage.
Final Inspection & Documentation
CMM verifies bearing journal diameter, roundness, and concentricity; gear measurement center records tooth profile, lead, and pitch data; surface hardness and case depth measured. Inspection certificate, material traceability, and heat treatment report prepared for shipment.
Quality Control and Inspection System
Five-stage verification protocol ensuring batch consistency, concentricity control, and full traceability
Raw Material Verification
Mill certificates validated against order specification; chemical composition spot-checked via spectrometer; hardness measured to confirm annealing condition. Material accepted only when documentation and test results meet requirements.
In-Process Dimensional Check
First-piece inspection after each setup confirms dimensional compliance; in-process sampling monitors bearing journal diameter, tooth thickness, and runout. Statistical process control (SPC) applied to critical dimensions for high-volume runs.
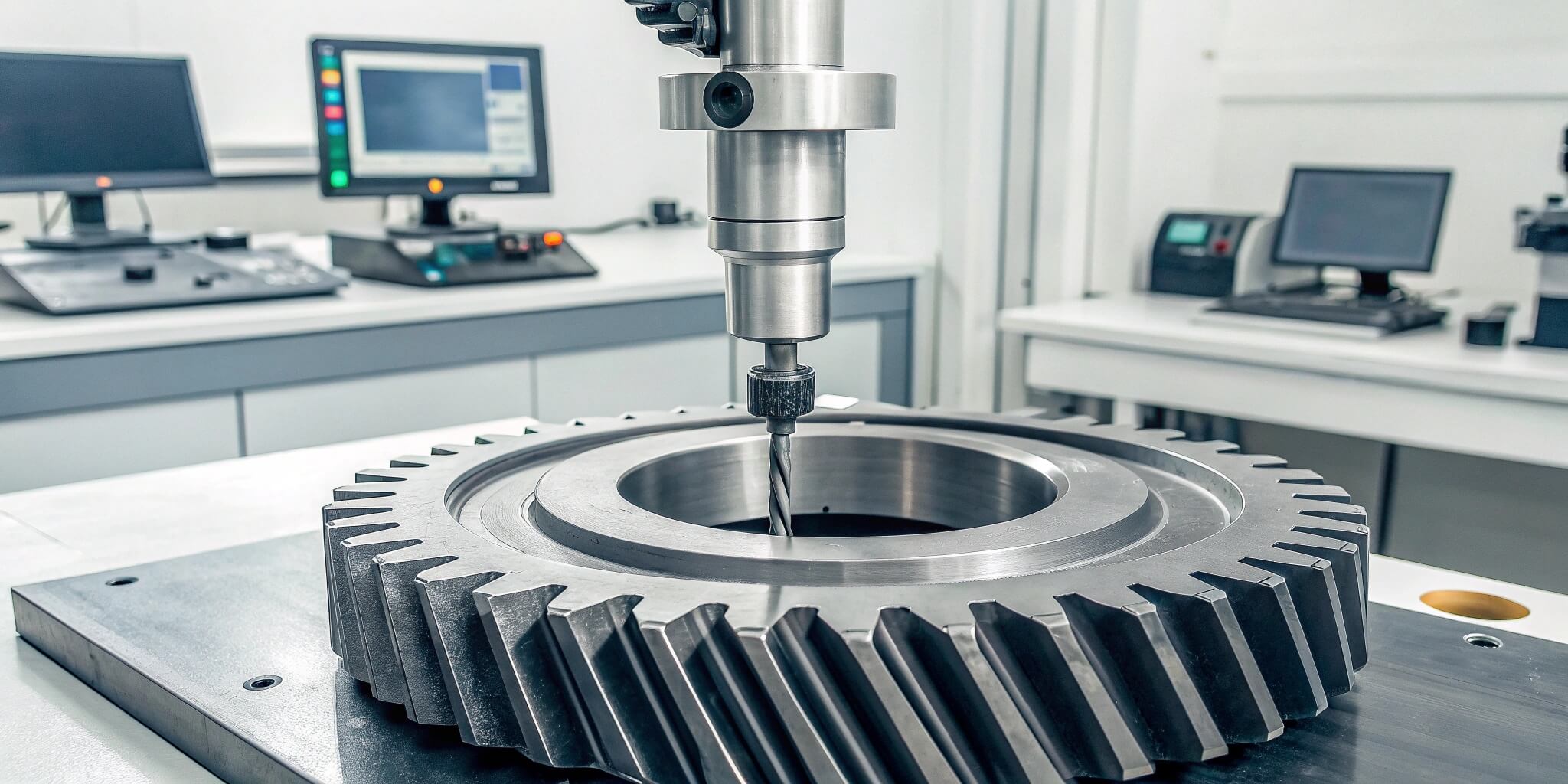
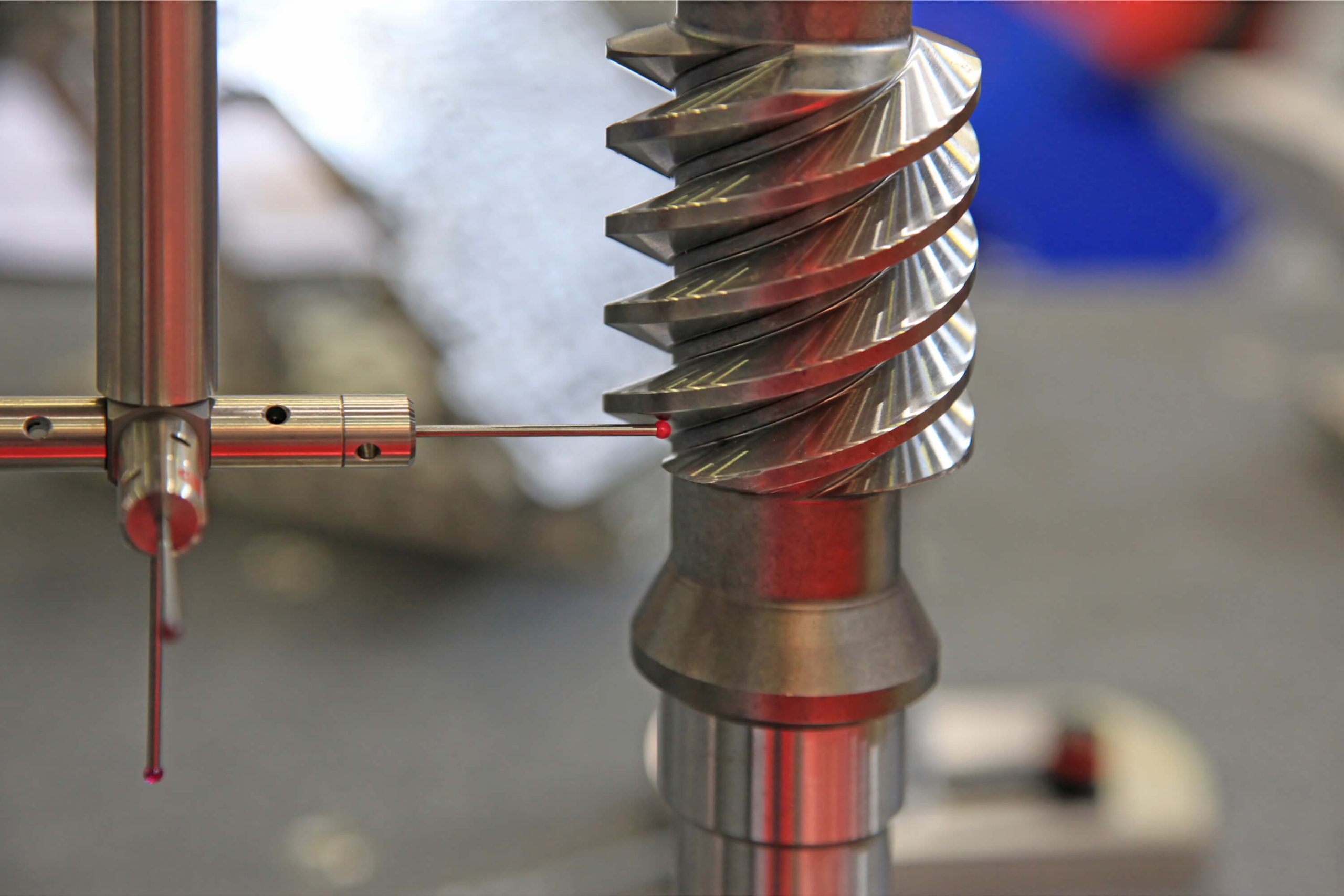
Tooth Profile & Concentricity Inspection
Gear measurement center captures involute profile deviation, helix deviation, pitch variation, and total runout relative to bearing journal centerline. Data compared to ISO 1328 or customer-specified tolerance class; out-of-tolerance parts segregated and corrected or scrapped.
Hardness & Heat Treatment Validation
Surface hardness (Rockwell C scale) measured at gear teeth and bearing journals; case depth verified via microhardness traverse on sectioned samples or non-destructive eddy current testing. Heat treatment report includes furnace cycle data and test results for traceability.
Final 100% Inspection
Every gear shaft subjected to visual inspection for grinding burns, surface defects, and edge quality; CMM spot-checks confirm bearing journal tolerance and concentricity. Magnetic particle or ultrasonic testing available for critical applications. Full inspection data archived by batch number.
Applications and Industry Integration
Gear shafts delivering integrated design, reduced assembly complexity, and reliable power transmission across six core sectors






Certifications and Quality Standards
Recognized quality systems and compliance documentation supporting international procurement requirements

ISO 9001:2015
IATF 16949 Methods

Material Traceability (EN 10204 3.1)
RoHS / REACH Compliance
Material Selection and Heat Treatment Strategy
Material composition and heat treatment directly determine gear shaft durability, bearing compatibility, and service life under cyclic loading. Yantong Tech applies selective carburizing, induction hardening, or through-hardening to achieve specified surface hardness and core toughness, with full process documentation for quality assurance and performance validation.


Design and Engineering Collaboration
Manufacturing engineers supporting gear geometry optimization, bearing seat tolerance analysis, and reverse engineering for OEM replacement
- Gear geometry calculation and tooth profile optimization based on torque requirements, speed range, and bearing constraints; profile modification analysis for noise reduction and load distribution improvement
- Bearing seat tolerance analysis (IT6–IT7) and concentricity control strategy to ensure proper bearing fit, minimize radial load imbalance, and prevent premature bearing wear in assembled transmissions
- Reverse engineering from samples or worn parts for OEM replacement; dimensional measurement, material identification, and heat treatment replication with manufacturability recommendations for cost reduction and lead time improvement
- Technical drawing verification and tolerance stack-up analysis to ensure assembly fit and function; dimensional clarification and export documentation support for international procurement compliance Services
What Our Clients Say
Trusted by transmission manufacturers and industrial equipment OEMs across three continents
We needed input shafts with tight bearing journal tolerance and verified concentricity for our automotive manual transmissions. Yantong Tech provided full CMM and gear measurement data, maintained IT6 tolerance across three production batches, and responded quickly to our tolerance stack-up questions. That consistency is essential for our assembly line efficiency.
Our heavy-duty reducer design required custom pinion shafts with induction-hardened teeth and ground bearing journals. Yantong's engineering team understood our load requirements and delivered parts with DIN 7 tooth accuracy, documented hardness distribution, and CMM reports. Lead time was competitive and quality met our field test expectations.
We replaced worn countershafts in our material handling equipment with reverse-engineered parts from Yantong Tech. They measured our samples, matched the material and heat treatment, and provided dimensional reports showing concentricity within 0.03 mm. The replacement shafts fit perfectly and have been running without issue for over eight months. Reliable service and good communication.
Why Engineers and Procurement Teams Choose Yantong Tech for Gear Shafts
Four core competencies supporting transmission reliability, predictable delivery, and long-term partnership
Integrated Manufacturing Capability
96-person team with dedicated CNC turning, gear cutting, heat treatment validation, and precision grinding facilities; shaft length up to 1200 mm, module m0.5–m8, IT6–IT7 bearing journal tolerance achievable through controlled process.
Full Traceability & Documentation
Material certificates (EN 10204 3.1), heat treatment cycle reports, CMM dimensional data, gear measurement results, and hardness distribution records archived by batch; ISO 9001 quality system with documented corrective action and continuous improvement process.
Engineering-Focused Communication
Manufacturing engineers with transmission design background engage directly with customer technical teams; bearing fit analysis, concentricity control strategy, and heat treatment selection discussed before quotation to avoid misunderstanding and assembly issues.
Realistic Pricing & Delivery
Quotations based on actual drawing complexity, material specification, and heat treatment requirements; lead time commitments honored through rolling safety stock for standard parts and milestone tracking for custom orders; no hidden costs or delivery surprises.
Packaging and Export Logistics
Four-stage protection protocol ensuring shaft integrity and bearing journal surface quality from factory to your receiving dock

Corrosion Prevention & Secure Sealing
Shafts are coated with rust-preventive oil or VCI protection depending on shipment duration, and each shaft is individually wrapped or sealed in PE film to prevent moisture ingress throughout handling and transit.
Shaft End & Tooth Surface Protection
Critical areas such as splines, teeth, and bearing journals are protected with plastic caps, foam collars, or custom end-protection fixtures, and shafts are blocked to prevent rolling and impact during transport.

Reinforced Crating / Palletized Export Loading
Gear shafts are secured on reinforced pallets or within strengthened plywood crates using steel strapping and anti-slip blocking, ensuring safe forklift handling and container loading per export requirements.
Frequently Asked Questions About Gear Shafts
Quick answers to common technical and commercial inquiries
Technical Questions
Commercial Questions
How to Start Cooperation with Yantong Tech
A transparent seven-step process from inquiry to ongoing technical support
Send Your Drawing / Specification
Submit technical drawings (PDF, DWG, STEP) or samples via email. Include specifications for material, heat treatment, bearing journal tolerance, gear accuracy grade, and any special requirements. Our engineering team reviews for manufacturability within 24 hours.
Initial Contact
Drawing review and feasibility confirmation
Technical Clarification
Engineering dialogue and tolerance verification
Technical Review & Proposal
Our manufacturing engineers discuss drawing details, clarify bearing fit tolerances, concentricity requirements, and recommend process approach (heat treatment method, grinding sequence). Any manufacturability concerns or improvement suggestions communicated before quotation.
Quotation & Lead Time Confirmation
Detailed quotation provided with breakdown of material, machining, heat treatment, and inspection costs. Lead time estimated based on current production schedule. Payment terms and shipping arrangements confirmed.
Commercial Agreement
Transparent pricing and delivery commitment
Manufacturing Phase
Process control and milestone tracking
Production & Machining
Manufacturing executed per documented process plan. First-piece inspection, in-process checks, and heat treatment validation performed at each stage. Production milestones updated for customer visibility on lead time status.
Inspection & Quality Documentation
Final 100% inspection including CMM dimensional verification, gear measurement, hardness testing, and visual examination. Inspection certificates, material traceability, and heat treatment reports compiled for customer approval before shipment.
Quality Assurance
Full documentation and traceability package
Logistics & Delivery
Protected packaging and export documentation
Packaging & Shipping
Shafts packed per export standards (anti-rust coating, bearing journal protection, plywood crates with steel reinforcement). Export documentation prepared for customs clearance. Tracking information provided upon shipment dispatch.
Technical Consultation & After-sales Follow-up
Remote technical support available for assembly guidance, bearing fit questions, and performance feedback. Quality issues addressed through root cause analysis and corrective action. Long-term partnership built on continuous improvement and mutual trust.
Ongoing Support
Technical consultation and continuous improvement
Ready to Source High-Quality Gear Shafts?
Send your drawing and receive an engineering reply within 24 hours — no obligation, just transparent technical dialogue.
- Integrated machining: Length up to 1200 mm, module m0.5–m8, IT6–IT7 bearing journal tolerance
- Selective heat treatment: Carburizing, induction hardening with controlled distortion and documented hardness distribution
- Complete traceability: Material certificates, CMM reports, gear measurement data, and heat treatment records by batch
- Engineering support: Reverse engineering, bearing fit analysis, and concentricity control strategy
- ISO 9001 certified with IATF 16949 methods for automotive-level quality assurance